.png)
.png)

.png)


-
 Jun 26, 2023Checking the Sealing Performance of a Diesel Engine Fire PumpIntroduction:
Jun 26, 2023Checking the Sealing Performance of a Diesel Engine Fire PumpIntroduction:
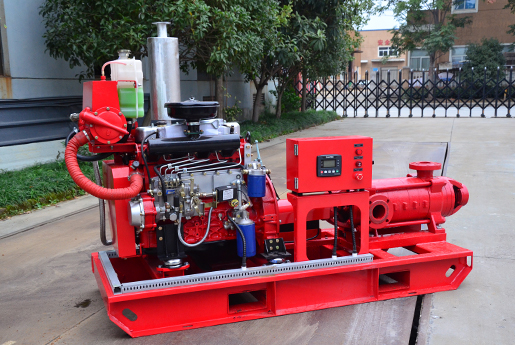
The sealing performance of a diesel engine fire pump is crucial for its efficient and reliable operation. Proper sealing ensures the prevention of leaks and the protection of internal components, contributing to the pump's longevity and performance. This essay discusses the importance of checking the sealing performance of a diesel engine fire pump and outlines key steps to perform this evaluation effectively.
Visual Inspection:
Begin by conducting a thorough visual inspection of the fire pump and its surrounding components. Look for signs of oil leaks, coolant leaks, or any visible damage to gaskets, seals, or connections. Inspect areas where potential leaks can occur, such as the pump casing, engine block, hoses, and fittings. Ensure that all seals and gaskets are in good condition and properly installed. A visual inspection serves as an initial assessment and can help identify any obvious issues that require immediate attention.
Pressure Testing:
Perform a pressure test to evaluate the sealing performance of the fire pump system. This involves pressurizing the system to a specified level and monitoring for any pressure drop, which could indicate leaks. Connect a pressure gauge to the pump outlet or discharge line, close off all outlets, and pressurize the system using a suitable method (e.g., a hand pump or air compressor). Monitor the pressure gauge for any significant drops over a specific time period. If a drop in pressure is observed, it indicates the presence of leaks that need to be addressed.
Fluid Level and Contamination Checks:
Regularly check the fluid levels and quality of the coolant and lubricating oil in the fire pump. Insufficient levels or contamination can adversely affect the sealing performance. Ensure that the coolant level is within the recommended range and that it is free from contaminants. Similarly, check the lubricating oil level and condition, ensuring it is clean and at the appropriate level. Low fluid levels or contaminated fluids can lead to overheating, increased friction, and potential sealing issues.
Inspect and Replace Seals and Gaskets:
Inspect all seals and gaskets in the fire pump system and replace any that show signs of wear, damage, or leakage. Pay particular attention to critical areas such as the pump housing, cylinder head, valve cover, and any connection points. When replacing seals and gaskets, use high-quality, manufacturer-approved components to ensure proper fit and sealing performance. Follow the recommended torque specifications during reassembly to avoid over- or under-tightening, which can affect the sealing effectiveness.
Regular Maintenance and Documentation:
Establish a routine maintenance schedule for the diesel engine fire pump and document all inspections, tests, and repairs performed. Regularly maintain the pump, including cleaning, lubrication, and filter replacement, as recommended by the manufacturer. Documenting all maintenance activities and sealing performance checks helps track the pump's history, identify trends, and address potential issues proactively. This information also assists in future troubleshooting and ensures compliance with maintenance requirements.
Conclusion:
Checking the sealing performance of a diesel engine fire pump is essential to ensure its reliability and efficiency. Through visual inspections, pressure testing, fluid level checks, seal and gasket inspections, and regular maintenance, fire safety professionals can identify and address potential sealing issues promptly. By maintaining proper sealing performance, the diesel engine fire pump operates optimally, reducing the risk of leaks, extending its lifespan, and enhancing its effectiveness in fire suppression efforts.View details -
 Jun 26, 2023Common Reasons for Fire Pump Failure to Start NormallyIntroduction:
Jun 26, 2023Common Reasons for Fire Pump Failure to Start NormallyIntroduction:
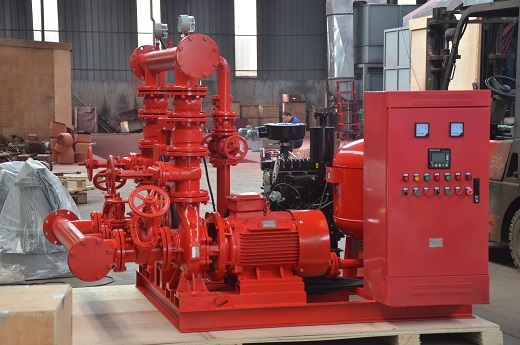
The proper functioning of fire pumps is critical for effective fire suppression and protection. However, there are instances when fire pumps fail to start normally, compromising their ability to respond promptly to fire emergencies. This essay explores the common reasons behind the failure of fire pumps to start normally, emphasizing the importance of identifying and addressing these issues to ensure reliable operation.
Electrical Issues:
Electrical problems are a frequent cause of fire pump startup failures. Issues such as loose connections, faulty wiring, or tripped circuit breakers can interrupt the power supply to the pump. Additionally, problems with the motor starter or control panel can prevent the pump from receiving the necessary electrical signals to initiate the startup sequence. Regular inspections, maintenance, and testing of electrical components are essential to identify and rectify any potential electrical issues that may hinder the normal startup of the fire pump.
Fuel Supply Problems (For Diesel-driven Pumps):
For diesel-driven fire pumps, insufficient or contaminated fuel can prevent normal startup. Inadequate fuel levels, clogged filters, or the presence of water or debris in the fuel can impede the proper functioning of the engine. Regular monitoring and maintenance of the fuel system, including fuel quality checks, filter replacements, and fuel tank cleanliness, are crucial to ensure uninterrupted fuel supply and prevent startup issues.
Mechanical Malfunctions:
Mechanical failures can also hinder the normal startup of fire pumps. Issues such as worn-out belts, damaged impellers, seized bearings, or malfunctioning pressure switches can prevent the pump from initiating or maintaining the required water flow and pressure. Routine inspections and preventive maintenance practices, including lubrication, belt replacements, and impeller inspections, are essential to identify and rectify any mechanical problems that may impede the startup process.
Control System or Sensor Failures:
Control system or sensor failures can cause fire pumps to malfunction during startup. Faulty pressure sensors, float switches, or control panel malfunctions can disrupt the pump's startup sequence or prevent it from reaching the desired operational parameters. Regular calibration and testing of control systems and sensors, along with prompt replacement of any faulty components, are crucial to ensure accurate readings and proper functioning during the startup process.
Lack of Maintenance and Testing:
The lack of regular maintenance and testing can lead to fire pump startup failures. Over time, components may degrade, connections may loosen, and system parameters may drift from optimal levels. Without periodic inspections, preventive maintenance, and performance testing, these issues may go unnoticed, resulting in startup problems when they are most needed. Implementing a comprehensive maintenance program and adhering to recommended testing schedules are essential to identify and rectify potential problems, ensuring the fire pump's reliable startup and operation.
Conclusion:
Several factors can contribute to the failure of fire pumps to start normally. Electrical issues, fuel supply problems (for diesel-driven pumps), mechanical malfunctions, control system failures, and the lack of maintenance and testing are common culprits. Fire safety professionals must prioritize regular inspections, preventive maintenance, and performance testing to identify and address these issues promptly. By mitigating these potential causes of failure, fire pumps can start reliably and fulfill their critical role in protecting lives and property during fire emergencies.View details -
 Jun 25, 2023What is a fire pump for?The fire pump (fire pump group) is used to pressurize and deliver water to the fire system pipeline, so that a certain pressure is always maintained in the fire pipeline. If the fire signal or fire occurs, the fire pump starts to work when various fire fighting equipment is started.
Jun 25, 2023What is a fire pump for?The fire pump (fire pump group) is used to pressurize and deliver water to the fire system pipeline, so that a certain pressure is always maintained in the fire pipeline. If the fire signal or fire occurs, the fire pump starts to work when various fire fighting equipment is started.
View details -
.jpg) Jun 25, 2023How can I choose a good fire pump?Nowadays, more and more brands and models of fire pumps are emerging on the market, how to choose a good fire pump is a matter of concern for all customer services, do you know what characteristics a good fire pump should have? How should we choose a suitable fire pump? Today we will come together to talk about the selection of fire pump considerations.View details
Jun 25, 2023How can I choose a good fire pump?Nowadays, more and more brands and models of fire pumps are emerging on the market, how to choose a good fire pump is a matter of concern for all customer services, do you know what characteristics a good fire pump should have? How should we choose a suitable fire pump? Today we will come together to talk about the selection of fire pump considerations.View details -
 Jun 21, 2023How to choose a vertical fire pump?Fire pumps are not limited to the use of fire extinguishers, because many chemical plants, food plants and other industrial production also need to transport some liquids, so vertical fire pumps are more widely used. Many vertical fire pump manufacturers also produce many different functions, depending on the vertical fire pump production needs. Especially in factories, vertical fire pumps are required.View details
Jun 21, 2023How to choose a vertical fire pump?Fire pumps are not limited to the use of fire extinguishers, because many chemical plants, food plants and other industrial production also need to transport some liquids, so vertical fire pumps are more widely used. Many vertical fire pump manufacturers also produce many different functions, depending on the vertical fire pump production needs. Especially in factories, vertical fire pumps are required.View details -
 Jun 21, 2023What are the benefits of a fire pump?Fire pumps are an important part of the fire protection system, especially in high rise structures.In basic 400 - 500 or advanced water situations, fire pumps are important to distribute water into water lines and sprinkler systems where the water pressure of the fire fighting equipment cannot reach. Especially in low-rise structures, fire pumps are important for fire control.
Jun 21, 2023What are the benefits of a fire pump?Fire pumps are an important part of the fire protection system, especially in high rise structures.In basic 400 - 500 or advanced water situations, fire pumps are important to distribute water into water lines and sprinkler systems where the water pressure of the fire fighting equipment cannot reach. Especially in low-rise structures, fire pumps are important for fire control.
Stylistically, fire protection is a dangerous activity, but without a well-designed and professionally installed system and pump, it certainly becomes more dangerous and commercial assets and lives are less at risk.View details