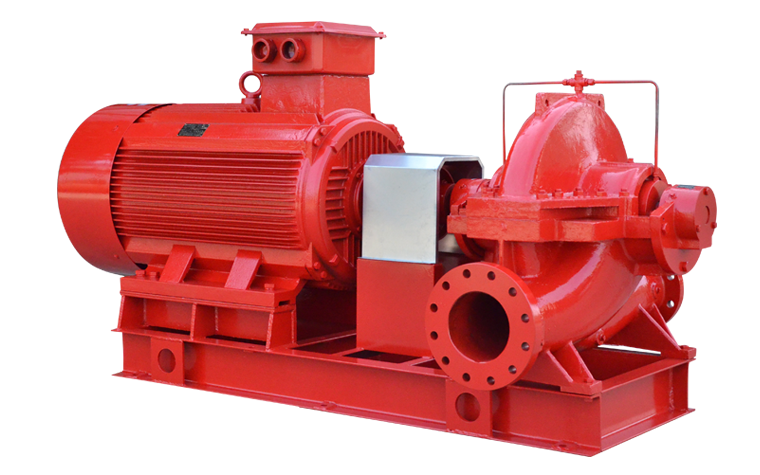
Split case pumps are a cornerstone of many fire protection systems due to their high efficiency, reliable performance, and ability to handle large volumes of water. If you're in the market for a dependable fire pump solution, or are looking to understand what makes split case pumps a preferred option for industrial, commercial, and municipal fire protection.
Split case pumps offer excellent hydraulic performance. The double-suction design reduces energy losses and ensures consistent water flow under varying demand conditions.
Easy Maintenance
The horizontal split casing allows technicians to inspect or repair the internal parts without disturbing pipe connections or the motor, saving both time and labor costs.
Durability
Constructed from robust materials such as ductile iron, stainless steel, or bronze, split case pumps are built to withstand challenging environments and continuous operation.
.png)
.png)

.png)


.png)
.png)
.jpg)




.png)
.jpg)
.png)
.jpg)
.png)